|
Watermill Operation
Grain would arrive at the mill by horse and cart in sacks from the
surrounding farms or the local estate. In dry summer harvest weather,
carts were often stood in the water to allow the dry wooden wheels to
tighten by swelling as they got wet. Mills built on navigable rivers also
had a lucum built over the waterway to make use of wherries or other cargo
craft.
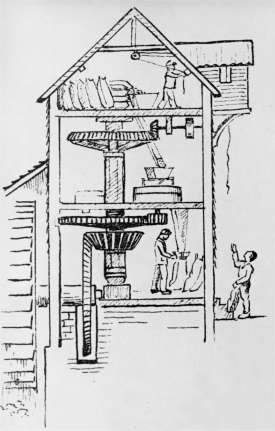
The sacks
of grain had to be taken up to the top floor and this was done by the "sack-hoist". Its chain was lowered from the lucum that projected
out from the top of the mill. The sack hoist was operated by a series
of pulleys and gears powered by the waterwheel.
Once at
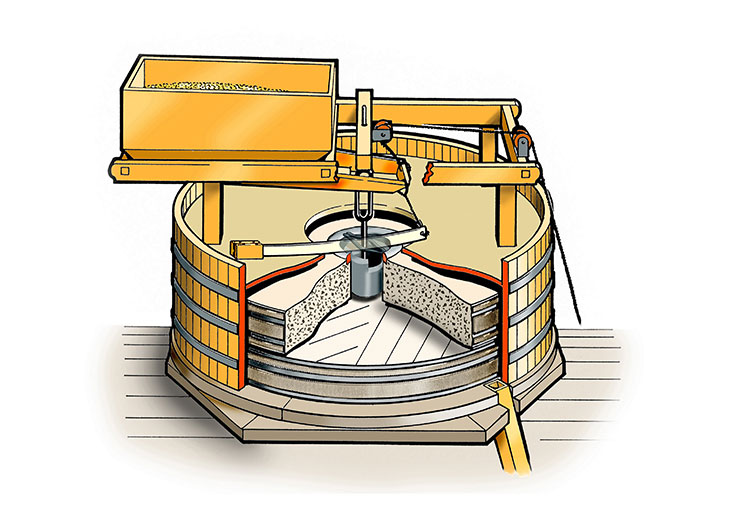
the top, the grain was emptied into either a "hopper" or a "bin".
The bins (which have not been rebuilt) were used for storage and the hoppers
(on the second floor) for feeding the grain to the millstones. The grain
fell through chutes from the hopper into a smaller hopper on top of the
stones (on the first floor) from where it would be guided into the centre
of the stones by the "slipper." a moveable wooden chute. The
slipper was agitated constantly to ensure a smooth flow of grain into
the stones. This was done by the "damsel" (the four-armed shaft
projecting up from the centre of the stone)- so called because of the
constant chattering it made against the slipper!
Many mills
had an arrangement whereby the front doors opened on two levels. The carter
unloaded sacks from the top of the cart straight into the first floor
of the mill and the cart became emptier, the lower sacks were then unloaded
into the ground floor.
Norfolk
mills usually had between two and five pairs of stones, which were encased
in wooden "tuns". Stones were of two types, each for a different
application. Derbyshire Peak grit stones wore down fairly quickly and
were only fit for grinding animal feed as they left stone dust in the
ground product. French burr stones were the best quality and were almost
exclusively used for grinding wheat into flour because they contained
crystals of very hard quartz. These crystals created sharp grinding edges
that did not chip into the flour and the stones needed less frequent sharpening
("dressing"). French burr stones came from only one quarry just
outside Paris and were only found in small pieces - none big enough to
make a complete millstone - so each stone was made of several skilfully
shaped pieces held together with plaster of Paris and an iron ring heat-shrunk
around the outside of the stone.
Each of the stones is divided into sections called "harps".
The harps have a complex grinding face cut into them consisting of "lands"
(the raised sections) and "furrows" (the grooves) which had
to be dressed regularly using a "mill-bill" and a good eye!
Once the lands were properly flattened during the dressing process. they
had to be "stitched". This required up to 12 fine lines per
inch to give the best grinding surface for white flour.
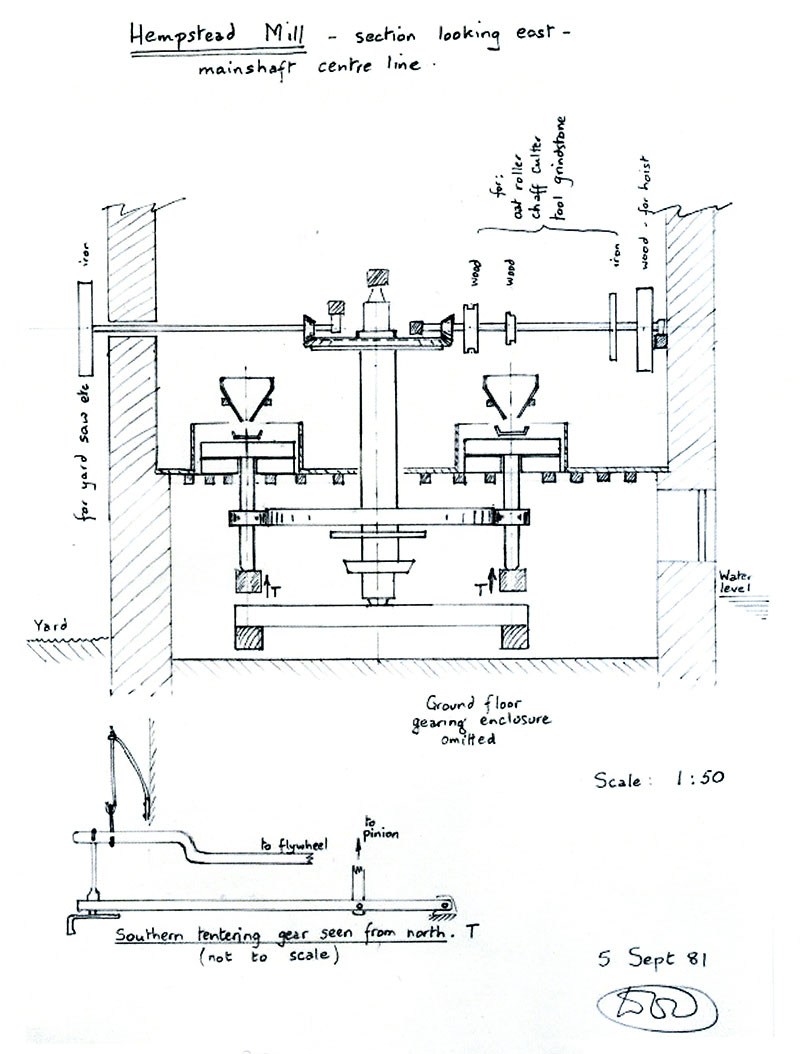
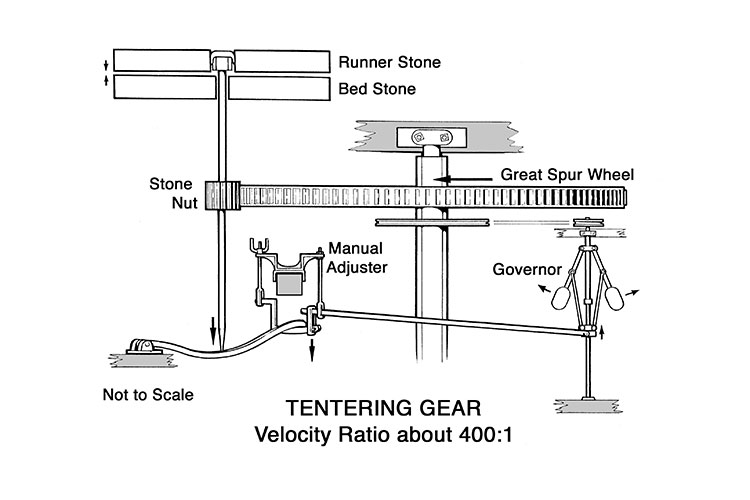
When the
stones were together as a pair they had to be perfectly balanced, perfectly
level, and precisely the right distance apart - the thickness of a piece
of brown paper at the centre of the stone and of a piece of tissue paper
at the circumference. This gap was adjusted by a process called "tentering;"
the top stone could be lifted on the "spindle" by a turn-screw
on the ground floor.
Only the
top stone ("runner-stone") rotates in any pair, with the "bedstone"
fixed to the floor. The runner-stone is balanced above the bedstone, hanging
on the "mace" (or "rynd") which is supported on the
spindle. When the grain falls into the centre of the runner-stone it is
forced outwards by the pattern on the surface of the stones and the action
of centrifugal force. It is crushed between the lands and falls from the
edge of the stone as flour. The flour passes down a chute where it can
be bagged on the ground floor as 100% wholemeal flour.
White flour
is produced by a machine called a wire-machine or "bolter".
A series of sieves, made from finer and finer mesh are used to separate
the 100% flour into bran, semolina, and white flour.
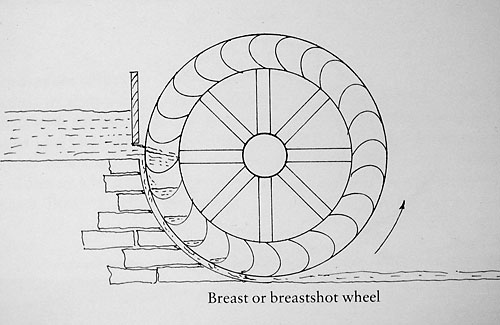
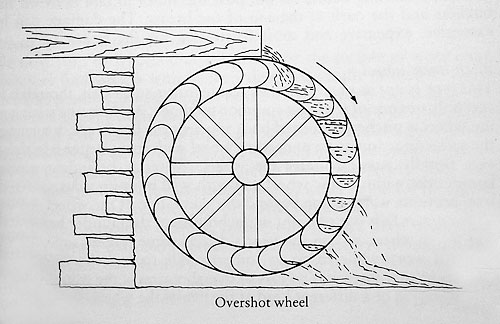
All the
power for the mill stones and auxiliary machinery was provided by the
waterwheel. There are three types of waterwheel, overshot, breastshot
and undershot. An overshot wheel is powered by the weight of the water
falling over the top of the wheel into buckets. With a breastshot wheel,
the water enters the buckets level with the axle and the wheel produces
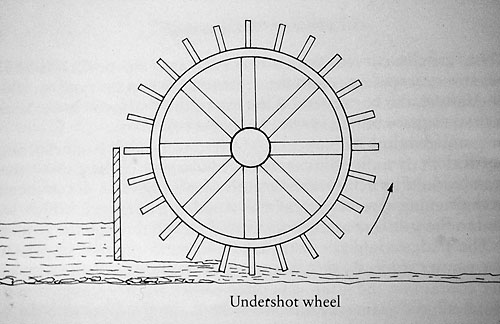
only about one third of the power of an overshot wheel. The third type
of waterwheel is undershot, where the water passes under the wheel; it
is the force of the water hitting the paddles that turns the wheel rather
than the weight of water in buckets. The majority of mills in Norfolk
are either breastshot or undershot, mainly because the Norfolk terrain
is no more than undulating and does not provide the high head of water
required by an overshot wheel.
An overshot
wheel needs a head of water that can only be provided by artificially
raising a river. This would require the building of a "leat"
the diversion of the river along the side of a valley, until a sufficient
height of water had been reached to work the waterwheel. This was a huge
feat of engineering considering the mass of soil used to construct the
river banks and the similar mass of clay and chalk used to waterproof
the bed of the river; remarkably built by hand. The water was built up
and stored by closing the two sluices to stop the water flowing downstream.
The water would fill the "launder" (or "pentrough")
above the wheel which could then be opened to turn the machinery. Alternatively,
if the river filled too much the sluices could be opened to allow the
water downstream without turning the wheel.
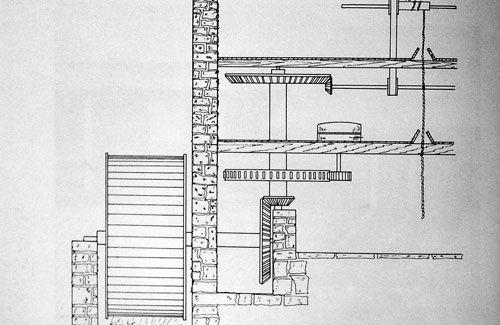
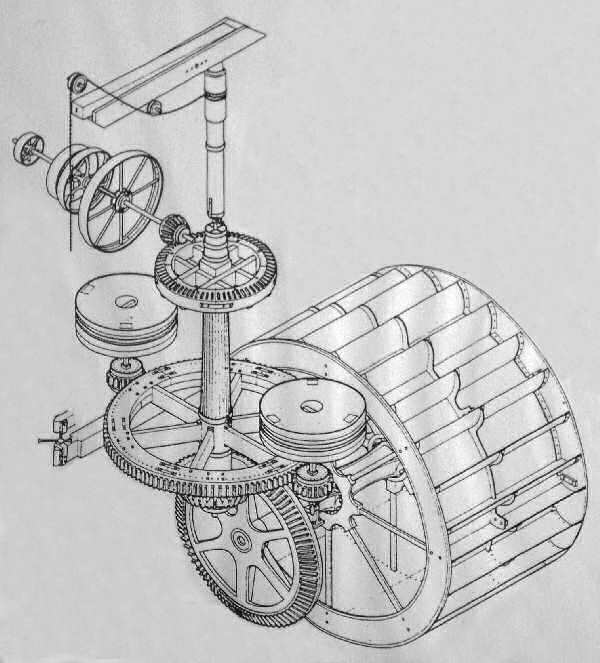
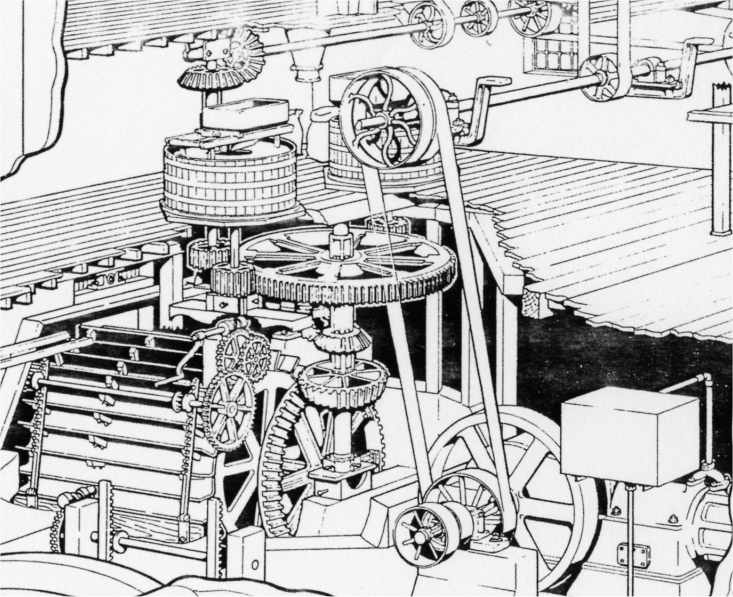
A waterwheel
rotates at about 10 revolutions per minute (r.p.m.) and the power is then
transmitted through the wheel-shaft to the "pit-wheel" in the
hurst frame. The pit-wheel drives a smaller "wallower" which
in turn drives through the "crown-wheel" and "pinion",
along the main horizontal lay-shaft to the "stone-nuts." Each
stone-nut is attached to a stone "spindle" which drives the
runner stone. By this stage the gears have increased the speed of revolution
from 10 r.p.m. at the wheel to about 120 r.p.m. at the runner-stone.
With thanks to Redbournbury Mill - see Links
page
|